Custom plastic injection molding cost is one of the first questions buyers ask, but it is also one of the hardest questions to answer without reviewing the actual part. There is no single flat price for a custom molded plastic component because every quote is shaped by the design, material, tooling, production volume, tolerances, finish, inspection needs, and the amount of engineering support required before production starts.
For OEM buyers, product developers, engineers, and procurement teams, this can make early budgeting difficult. Two plastic parts may look almost identical from the outside, but the cost to produce them can be completely different. One part may need a simple mold and standard resin. Another may require side actions, tight tolerances, special material, insert molding, cosmetic finishing, assembly, and more inspection.
That is why the better question is not only, “How much does a molded plastic part cost?”
The better question is:
What design, tooling, material, and production decisions are driving the final injection molding quote?
This guide breaks down the main cost factors behind custom plastic injection molding and explains how to prepare your project for a more accurate quote.
Quick Answer: What Determines Custom Plastic Injection Molding Cost?
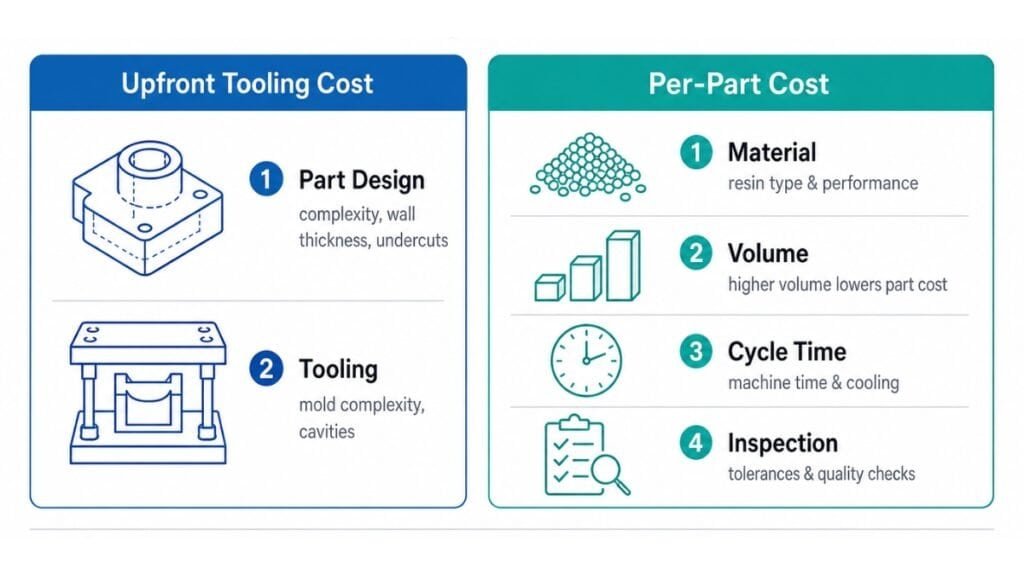
Custom plastic injection molding cost depends on the upfront tooling cost and the per-part production cost. Tooling cost is affected by mold complexity, number of cavities, part size, material, surface finish, and tolerance requirements. Per-part cost is affected by resin usage, cycle time, labor, inspection, assembly, packaging, and production volume.
Custom plastic injection molding cost is usually shaped by two major categories:
Upfront tooling cost and per-part production cost.
Tooling cost refers to the mold required to produce the part. This is often the largest upfront investment in a custom injection molding project. Per-part cost includes the plastic material, machine time, labor, inspection, packaging, assembly, and any secondary operations needed after molding.
A simple part with basic geometry, standard plastic material, loose tolerances, and moderate production volume will usually cost less to tool and manufacture. A complex part with undercuts, tight tolerances, cosmetic surfaces, special resin, inserts, or multi-cavity tooling will usually need a more detailed quote.
The biggest injection molding cost factors include:
Part size and weight
Plastic material selection
Mold complexity
Number of mold cavities
Annual production volume
Tolerance requirements
Surface finish and cosmetic standards
Cycle time
Secondary operations
Assembly or packaging needs
Quality inspection requirements
Design for manufacturability review
When these details are clear before quoting, the estimate is usually more accurate and the project is easier to plan.
Why Two Similar Plastic Parts Can Have Very Different Quotes
One of the biggest misunderstandings in custom injection molding is assuming that visual similarity means similar cost.
A buyer may look at two parts and think they should cost about the same because they are close in size. But the molder sees deeper cost drivers: wall thickness, gate location, draft, undercuts, ejection strategy, cooling, material behavior, shrinkage, tolerances, surface requirements, and long-term production volume.
For example, one plastic housing may release easily from a simple mold. Another housing may have hidden internal features that require lifters or side-action tooling. One part may use a standard resin. Another may require a higher-performance plastic for heat, impact, chemical exposure, or regulatory needs.
This is why a strong injection molding quote is more than a price. It is a review of how the part will be manufactured, how consistently it can be produced, and what choices may affect cost over the life of the program.
1. Part Size, Weight, and Material Usage
Part size has a direct impact on plastic injection molding cost. Larger parts usually require more plastic material, larger molds, larger molding machines, and longer cooling times.
The weight of the part also matters. Even a small increase in wall thickness can use more resin across thousands or millions of parts. On high-volume programs, extra material can quietly increase cost over time.
Larger parts may also require more clamping force during molding. If a larger machine is needed, machine time may cost more. Cooling can also take longer, especially if the part has thick sections or uneven wall thickness.
This is why early part review is important. A part that is too thick, too heavy, or poorly balanced may be more expensive than necessary. Reducing unnecessary material while keeping the part strong and functional can help lower long-term production cost.
2. Part Complexity and Mold Design Challenges
The more complex the part, the more complex the mold usually becomes.
Complex features can increase injection mold tooling cost because the mold may need additional moving components, advanced machining, more detailed design work, and tighter process control.
Features that may increase cost include:
Undercuts
Internal threads
Side actions
Lifters
Thin walls
Deep ribs
Snap-fit features
Tight corners
Complex shutoffs
Textured surfaces
Insert-molded components
Overmolded features
Multiple parting lines
Some complexity is necessary. A snap fit may be needed for assembly. A rib may be required for strength. A specific internal feature may be critical to performance.
The problem happens when unnecessary complexity is added before the design has been reviewed for manufacturability. A feature that looks small in CAD may require a more expensive mold action. A deep rib may create sink marks. A tight corner may affect flow. An undercut may make ejection more difficult.
A good injection molding partner should not simply quote the part as submitted. They should review the design and identify where cost, moldability, or production risk can be improved before tooling begins.
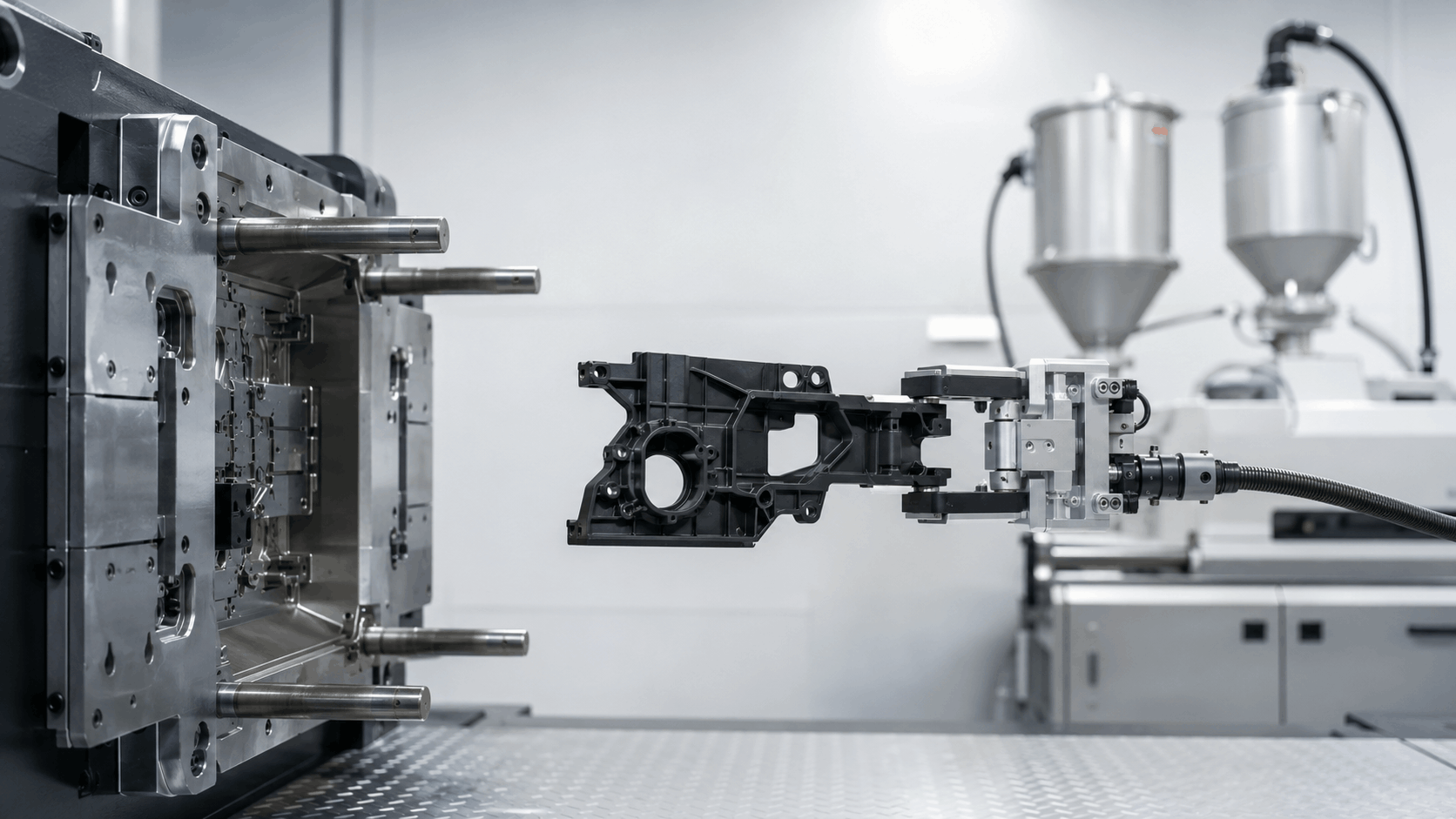
3. Injection Mold Tooling Cost
The mold is one of the most important cost drivers in custom plastic injection molding.
An injection mold is not just a block of metal with a cavity inside. It may include cooling channels, ejector pins, gates, runners, vents, inserts, slides, lifters, shutoffs, and other features needed to produce consistent parts.
Injection mold tooling cost can change based on:
Mold size
Tool material
Expected tool life
Number of cavities
Part geometry
Gate design
Cooling design
Ejection method
Surface finish
Maintenance requirements
Production volume
A lower-cost tool may be suitable for prototypes, early-stage testing, or limited production. A more robust production tool may be better for long-term manufacturing where repeatability, durability, and cycle time matter.
The cheapest mold is not always the most affordable option in the long run. If the tool creates flash, short shots, dimensional problems, slow cycles, or frequent repairs, the total project cost can rise quickly.
A better approach is to match the tooling strategy to the life of the product.
4. Single-Cavity vs. Multi-Cavity Mold Decisions
The number of cavities in the mold affects both tooling cost and per-part cost.
A single-cavity mold produces one part per cycle. It usually costs less to build, but the part cost may be higher because each machine cycle only produces one part.
A multi-cavity mold produces multiple parts per cycle. It usually costs more upfront, but it can reduce per-part cost for higher-volume production because more parts are produced with each shot.
The right choice depends on the project.
A single-cavity mold may make sense for lower volumes, early production, or projects with uncertain demand. A multi-cavity mold may make sense when annual volume is high, demand is stable, and reducing long-term part cost is important.
Before choosing the mold type, it helps to know:
First order quantity
Estimated annual volume
Budget
Launch timeline
Part size
Quality expectations
Future demand forecast
This is why expected volume is one of the most important details to provide when requesting an injection molding quote.
5. Plastic Material Selection
Material selection affects both part performance and production cost.
Different plastics have different prices, shrink rates, processing requirements, strength, flexibility, heat resistance, impact resistance, chemical resistance, surface appearance, and regulatory considerations.
Material selection may depend on:
Strength requirements
Flexibility
Heat exposure
UV exposure
Chemical exposure
Impact resistance
Flame resistance
Food-contact requirements
Color requirements
Surface finish
Recycled-content goals
Regulatory requirements
Choosing the cheapest resin may reduce the initial material cost, but it can create bigger problems if the part fails in the field, molds poorly, or produces a high scrap rate.
At the same time, choosing an over-engineered material can make the part more expensive than necessary.
The best material is not always the cheapest or most advanced. It is the material that fits the real application, molding process, and production goals.
6. Tolerances and Dimensional Requirements
Tight tolerances can increase custom plastic injection molding cost.
Every molded plastic part changes slightly as it cools. Shrinkage, wall thickness, mold temperature, cooling rate, gate location, material choice, and part geometry can all affect final dimensions.
If a part requires very tight tolerances, the mold may need more precise machining, more sampling, more validation, stricter process control, and more inspection. This can increase both tooling cost and production cost.
Not every dimension needs to be tightly controlled. A sealing surface may need a tighter tolerance. A snap-fit feature may need careful review. A hidden, non-functional surface may allow more flexibility.
One of the best ways to control cost is to identify which dimensions are truly critical and which can use standard tolerances.
Clear tolerance requirements help the molder quote accurately and avoid overengineering the entire part.
7. Surface Finish and Cosmetic Expectations
Surface finish can also affect injection molding cost.
A basic molded finish is usually easier and less expensive to produce than a high-gloss, textured, or cosmetic-grade finish. If the part is visible to the end user, more attention may be needed for gate placement, weld lines, sink marks, flow marks, texture, color consistency, and packaging.
Cosmetic requirements may affect:
Mold polishing
Texture application
Gate location
Material choice
Color matching
Inspection standards
Scrap rate
Packaging method
If the part is hidden inside a product, a simple functional finish may be enough. If the part is visible, touched often, or used in a premium product, surface quality needs to be planned early.
The earlier cosmetic expectations are defined, the easier it is to avoid mold changes later.
8. Production Volume and Long-Term Cost Planning
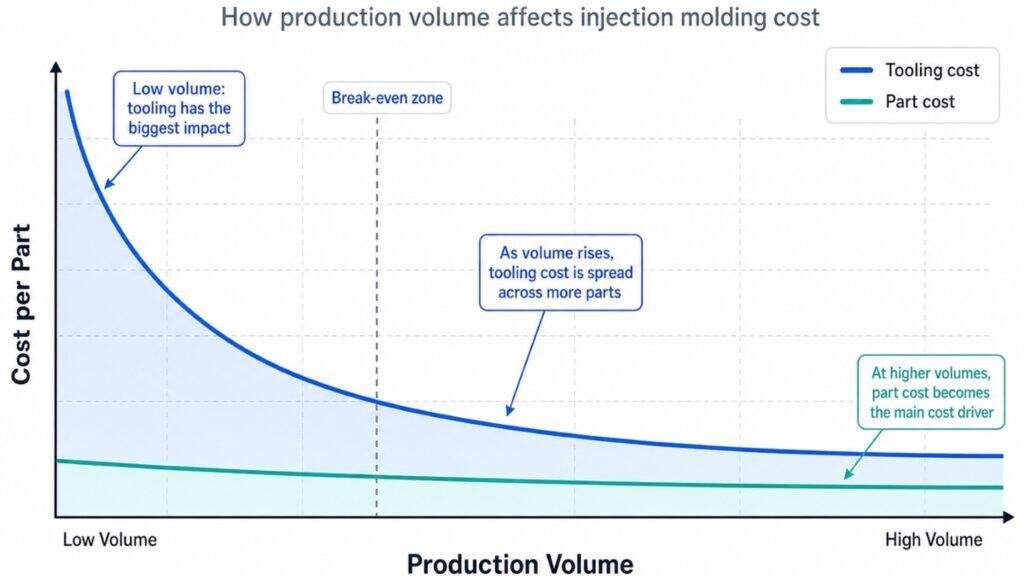
Production volume plays a major role in injection molding economics.
Low-volume production and high-volume production often require different tooling strategies. A lower-volume project may prioritize reduced upfront tooling cost. A high-volume program may justify more advanced tooling because the investment is spread across a larger number of parts.
Higher production volume can reduce per-part cost, but it may also require stronger tooling, more cavities, automated handling, better cycle-time optimization, and a more detailed inspection plan.
When requesting a quote, provide both:
Estimated first order quantity
Estimated annual volume
These two numbers help the manufacturer recommend the right balance between tooling cost and production cost.
Without volume information, the quote may not reflect the best manufacturing strategy for the project.
9. Cycle Time and Machine Efficiency
Cycle time is the amount of time required to produce one shot of molded parts.
A typical cycle may include:
Mold closing
Plastic injection
Packing and holding
Cooling
Mold opening
Part ejection
Part handling
Cooling time is often a major part of the cycle. Thick walls, uneven geometry, or poor cooling design can slow production. In high-volume manufacturing, even small cycle-time improvements can affect long-term cost.
However, faster is not always better. If parts are ejected too early, they may warp, shrink incorrectly, or fail inspection.
A good mold design balances speed, quality, and consistency. The goal is not just to make parts quickly. The goal is to make good parts repeatedly.
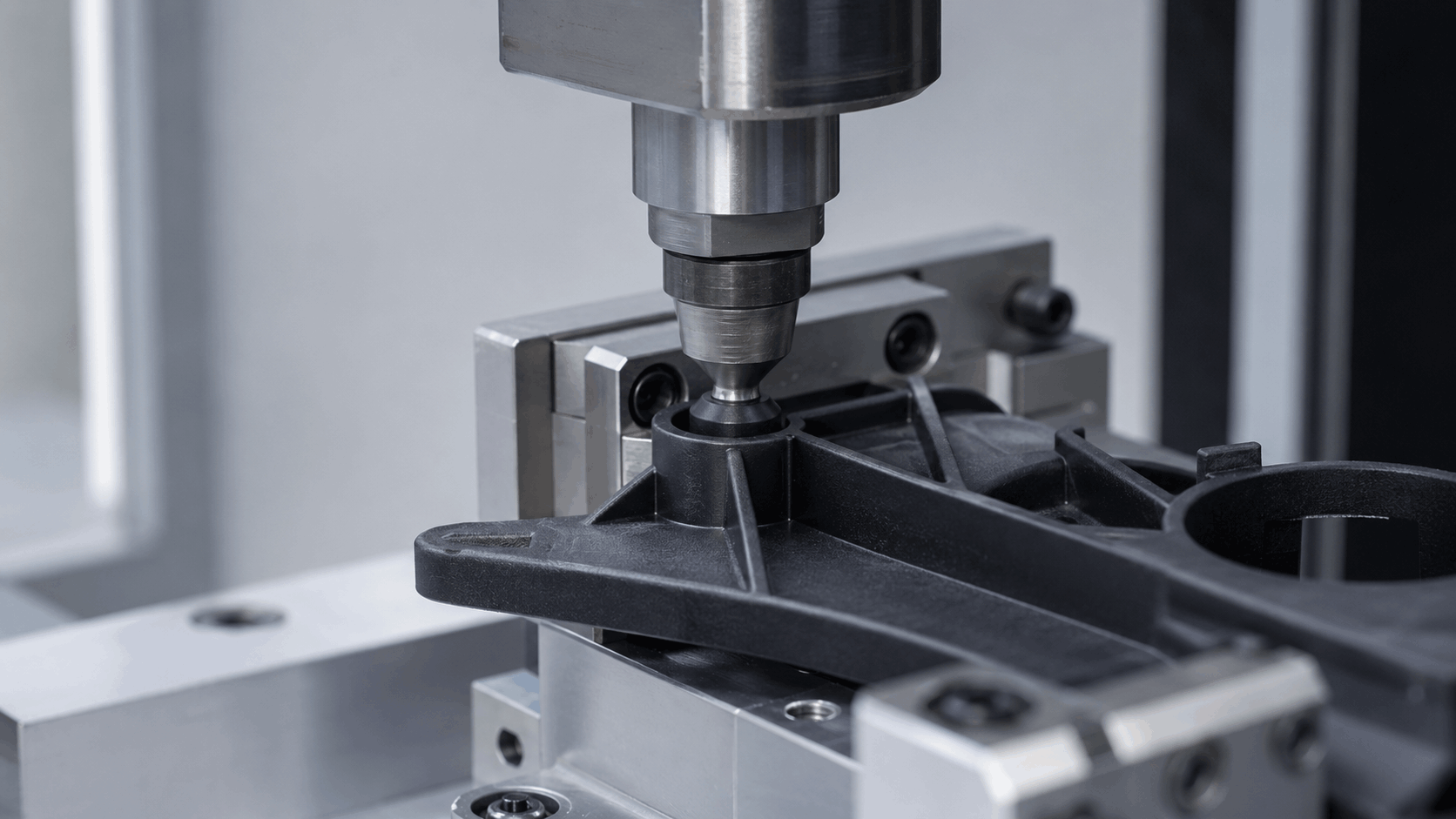
10. Secondary Operations, Assembly, and Packaging
The molded part is not always the final product. Many custom molded plastic parts require additional work after molding.
Secondary operations may include:
Trimming
Drilling
Tapping
Ultrasonic welding
Heat staking
Pad printing
Painting
Labeling
Hardware insertion
Assembly
Packaging
Testing
Inspection
Each added step affects the final injection molding quote.
If the part will be assembled, decorated, packaged, or tested after molding, it is better to discuss those needs before the mold is built. In some cases, small design changes can reduce assembly time, remove fasteners, improve alignment, or lower labor cost.
For OEM programs, this is especially important because the molded part often belongs to a larger product system. Looking at the full product instead of only the molded component can reveal better cost-saving opportunities.
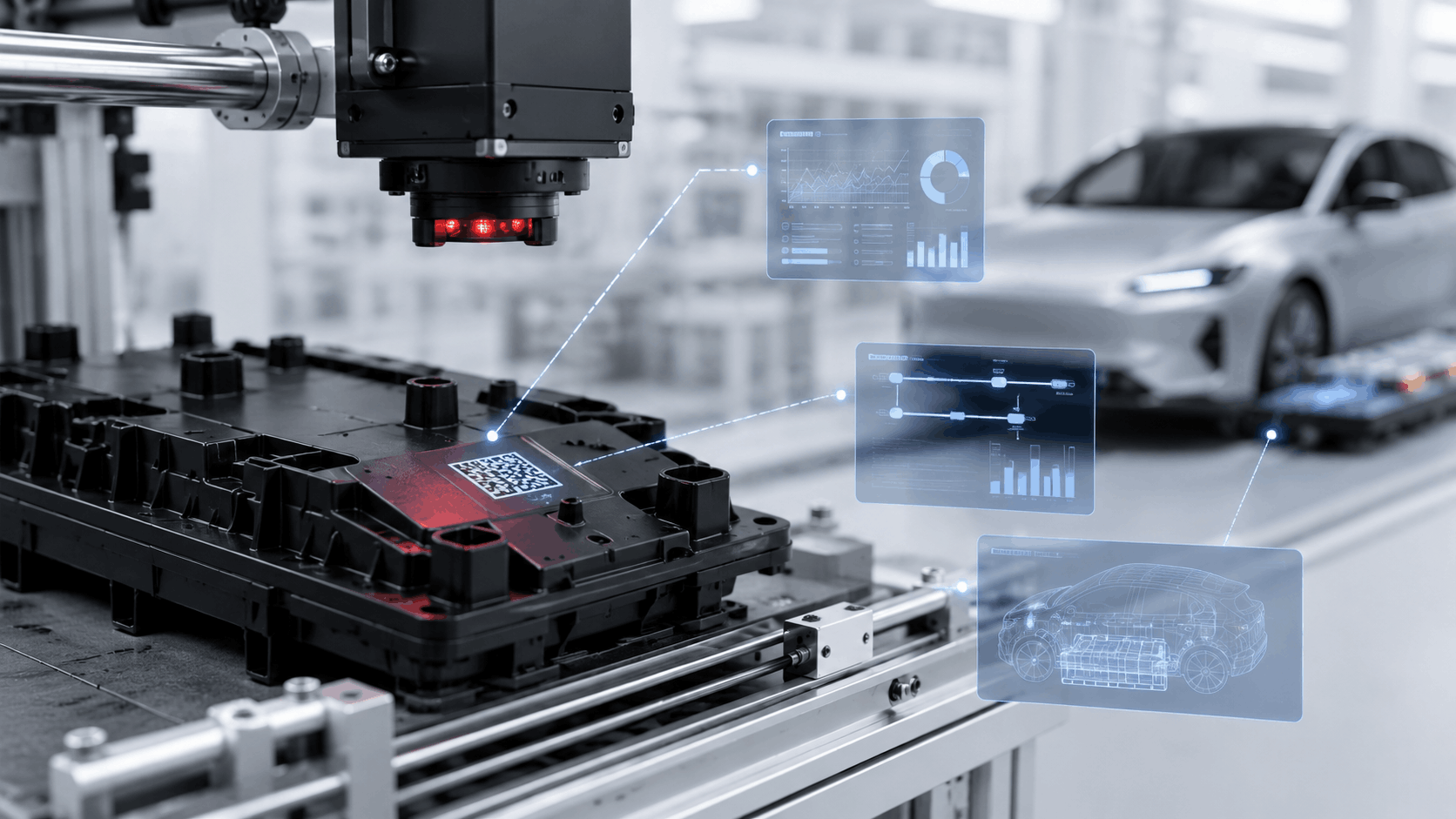
11. Quality, Inspection, and Documentation Needs
Quality requirements can also influence the cost of custom plastic injection molding.
A simple non-critical component may only require standard dimensional checks. A safety-related, performance-critical, or customer-facing component may require more detailed inspection, documentation, material certification, traceability, or testing.
Quality requirements may include:
First article inspection
Dimensional reports
Material certification
Color checks
Functional testing
Assembly checks
Lot traceability
Process documentation
Packaging inspection
Clear quality expectations help avoid misunderstandings. They also help the manufacturer quote the correct inspection plan from the beginning.
If inspection requirements are added after quoting, the final cost may change. That is why quality expectations should be part of the conversation early.
Tooling Cost vs. Part Cost: Which One Matters More?
Many buyers focus mainly on tooling cost. Others focus mainly on the per-part price. In reality, both matter.
A lower tooling cost may look attractive at first, especially when budgets are tight. But if the mold runs slowly, needs frequent repairs, creates inconsistent parts, or cannot support future volume, the long-term cost may be higher.
A higher tooling investment may make sense if it improves cycle time, consistency, quality, durability, and production efficiency.
The better question is not, “Which quote is cheapest?”
The better question is, “Which quote gives the best total value over the life of the program?”
To answer that, consider:
How many parts will be needed?
How long will the product stay in production?
How critical is part quality?
Will demand increase later?
Can the mold support future volume?
Will the part require future design changes?
What risks are included in the lower quote?
For OEM buyers and product teams, the best quote is usually the one that balances tooling, production, quality, lead time, and long-term support.
How DFM Helps Reduce Injection Molding Cost
Design for manufacturability, often called DFM, is one of the best ways to reduce injection molding cost before money is spent on tooling.

A DFM review looks at the part design and identifies issues that could increase tooling cost, create defects, slow production, or cause quality problems.
DFM can help improve:
Wall thickness
Draft angles
Rib design
Boss design
Gate location
Material selection
Ejection strategy
Sink mark prevention
Warpage control
Tolerance planning
Assembly efficiency
Moldability
Small design changes before tooling can prevent expensive mold modifications later.
For example, adding draft may help the part release from the mold. Adjusting wall thickness may reduce sink marks. Improving rib design may add strength without unnecessary material. Reviewing gate location may reduce cosmetic issues.
DFM is not only an engineering step. It is a cost-control step.
The earlier DFM happens, the more options the team has to improve the part before tooling decisions become expensive.
What to Send for an Accurate Injection Molding Quote
The more complete your project information is, the more accurate your quote can be.
Before requesting a custom plastic injection molding quote, prepare as much of the following as possible:
3D CAD file
2D drawing
Part dimensions
Material preference
Color requirement
Surface finish requirement
Estimated annual volume
First order quantity
Target launch date
Tolerance requirements
Functional requirements
Cosmetic requirements
Assembly requirements
Packaging requirements
Testing or inspection needs
Existing mold information, if available
Target cost, if available
You do not need to have every answer before starting the conversation. But the more detail you provide, the easier it is for the manufacturer to recommend the right tooling and production approach.
A vague request usually creates a vague quote. A clear request creates a better plan.
How to Reduce Custom Plastic Injection Molding Cost
There are several ways to reduce custom plastic injection molding cost without sacrificing quality.
Simplify the Part Design
Remove unnecessary features where possible. Complex geometry can increase tooling cost, molding risk, and production time.
Use Consistent Wall Thickness
Uneven wall thickness can cause sink marks, warpage, longer cooling times, and inconsistent part quality.
Add Proper Draft
Draft helps the part release from the mold more easily. A poor draft can create ejection issues and cosmetic defects.
Avoid Unnecessary Undercuts
Undercuts may require side actions, lifters, or more complex mold construction. If an undercut is not needed, removing it may reduce cost.
Choose the Right Material
The lowest-cost resin is not always the best choice. The material should match the application without being over-engineered.
Review Cosmetic Requirements Early
High-gloss surfaces, textures, and strict appearance standards can increase tooling and inspection needs. Define what truly matters before tooling begins.
Match the Mold to the Production Volume
Do not overbuild tooling for a short run. Do not underbuild tooling for long-term production. The tool should match the business plan.
Plan Assembly Before Tooling
Designing for assembly can reduce labor, improve alignment, eliminate fasteners, and simplify production.
Request DFM Before Cutting Steel
The best time to reduce cost is before the mold is built. Once tooling begins, changes become more expensive.
Why the Lowest Injection Molding Quote May Cost More Later
It is natural to compare injection molding quotes by price. But the lowest quote does not always lead to the lowest total cost.
A low quote may leave out important details such as:
Mold sampling
Design review
Tool maintenance
Material assumptions
Inspection requirements
Packaging
Assembly
Engineering support
Mold revisions
Production validation
A quote should be evaluated based on what is included, not only the final number.
Before choosing a supplier, ask:
What type of tool is being quoted?
How many cavities are included?
What material is assumed?
What tolerance level is included?
Are samples included?
Is DFM included?
What inspection is included?
What happens if the mold needs adjustment?
What is the expected tool life?
What is the production lead time?
A reliable injection molding partner should be able to explain the quote clearly. If the quote is unclear, the real cost may show up later during tooling, sampling, production, or inspection.
Final Thoughts: The Best Quote Starts With the Right Design Review
Custom plastic injection molding cost depends on many connected decisions. Part design, material, tooling, production volume, tolerances, surface finish, assembly, inspection, and DFM all affect the final quote.
The earlier these factors are reviewed, the easier it is to control cost and reduce risk.
Before cutting steel, ask:
Can the part be easier to mold?
Can material usage be reduced?
Are all tight tolerances necessary?
Is the selected resin right for the application?
Does the tool match the expected production volume?
Are assembly and inspection needs clear?
Is the supplier quoting the full project or only the mold?
A strong injection molding quote should do more than provide a number. It should help you understand the best path from part design to production.
Need a Custom Plastic Injection Molding Quote?
Haumann helps OEMs, product teams, and manufacturers move from design review to tooling and production with a practical, engineering-led approach.
Send your CAD file, part drawing, material requirements, tolerance needs, and estimated production volume to request a custom injection molding review.
Request a quote from Haumann today and get a clearer path from design to production.
FAQs About Custom Plastic Injection Molding Cost
Custom plastic injection molding cost depends on the part design, mold complexity, material, production volume, tolerances, surface finish, inspection requirements, and secondary operations. The most accurate quote requires a CAD file, drawing, material details, and estimated order volume.
The mold is often the largest upfront cost. However, per-part production cost also matters, especially for long-term or high-volume programs. A good quote should consider both tooling cost and production cost.
Injection mold tooling can be expensive because the mold must be designed and built to produce accurate, repeatable parts. It may require precise machining, cooling channels, ejection systems, gates, vents, slides, lifters, inserts, and other features.
Yes. Undercuts, tight tolerances, internal threads, thin walls, deep ribs, side actions, cosmetic surfaces, and insert-molded features can increase tooling cost and production complexity.
Yes. The best way to reduce cost is through DFM review before tooling begins. Simplifying the design, using consistent wall thickness, adding draft, reducing unnecessary undercuts, and choosing the right material can help lower costs.
Not always. A multi-cavity mold can reduce per-part cost at higher volumes, but it usually costs more upfront. A single-cavity mold may be better for low-volume production, early-stage testing, or uncertain demand.
Quotes may vary because suppliers may use different tooling assumptions, cavity counts, materials, inspection plans, labor estimates, quality standards, lead times, and levels of engineering support.
Send a 3D CAD file, 2D drawing, material preference, part dimensions, surface finish requirements, tolerance needs, production volume, first order quantity, assembly needs, packaging requirements, and inspection expectations.